Tại xưởng sơn nhà máy sản xuất ô tô, việc giám sát lỗi trên động cơ hiện tại đang được cảm nhận bằng giác quan, đôi lúc tai nghe thấy tiếng rít, đôi lúc tay sờ vào thấy nóng ran. Khi đó, vòng bi thường đã hỏng và kéo theo nhiều hư hỏng khác, đồng thời gây thất thoát nhiều điện năng.
Sau khi được tư vấn, nhà máy tiến hành đo rung định kỳ hằng tuần để phát hiện sớm hư hỏng, chủ động trong việc bảo trì và thay thế.
Quy trình giám sát:
Bước 1: Đo rung định kỳ — phát hiện bất thường
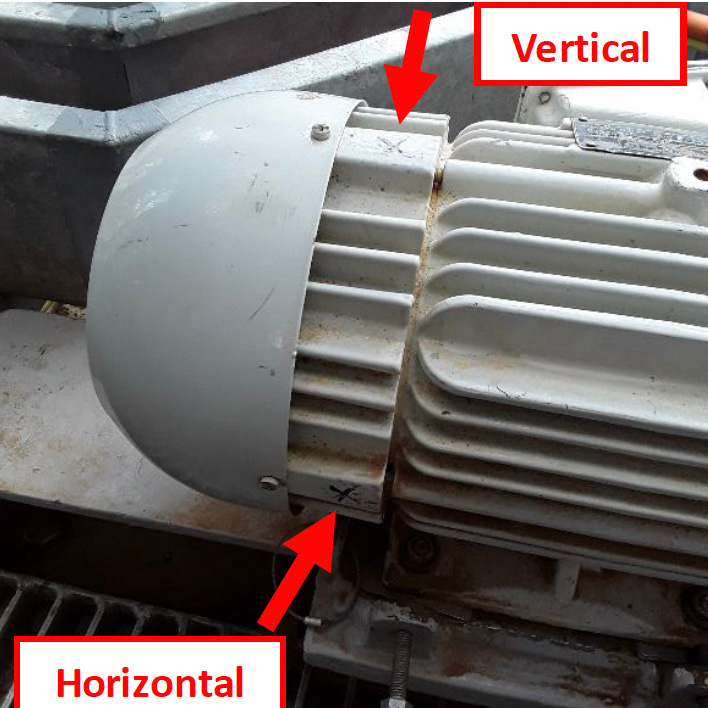
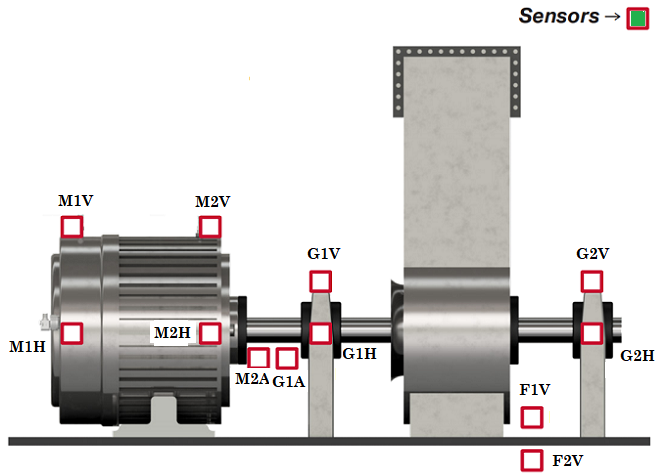
Sử dụng máy đo rung cầm tay tại 4 điểm (M1-H, M1-V, M2-H, M2-V). Giá trị tổng RMS vượt ngưỡng ISO 10816 Zone B.
Bước 2: Phân tích phổ FFT — xác định tần số đặc trưng
Thu thập dữ liệu tần số Fmax = 10 kHz. Nhận diện đỉnh BPFI và các bội số hài.
Bước 3: Phân tích envelope — xác nhận chẩn đoán
Lọc băng thông 500Hz đến 10kHz, demodulate, kiểm tra phổ tín hiệu bao. Xác nhận BPFI với độ tin cậy cao.
Bước 4: Kiểm tra nhiệt ảnh — đánh giá mức độ
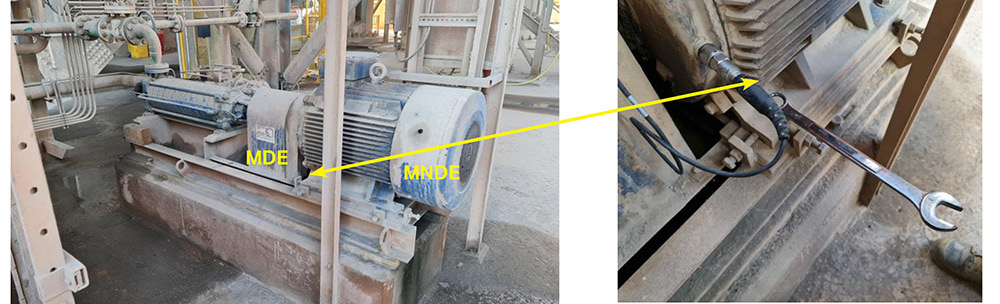
Camera nhiệt ghi nhận hotspot rõ tại gối đỡ DE, NDE. Xếp loại mức độ 2/4 theo thang đánh giá nội bộ.
Bước 5: Lên kế hoạch bảo trì theo cửa sổ sản xuất
Thay thế vòng bi được lên lịch vào đợt bảo trì ngắn cuối tuần kế tiếp, không cần dừng khẩn cấp. Tiết kiệm ~18 giờ downtime ngoài kế hoạch.
Case study
Động cơ 110 kW đặt trên bệ bê tông cứng, vòng bi 6319 lắp tại 2 đầu động cơ. Tốc độ đạt 930 RPM
Chỉ số rung động overall: 1.19 ở mức tốt
Chỉ số hư hỏng vòng bi BDU: 86- mức cảnh báo
| Vòng bi 6319 | BPFI | BPFO | BSF |
| Tần số đặc trưng | 83.9 | 55.6 | 73 |
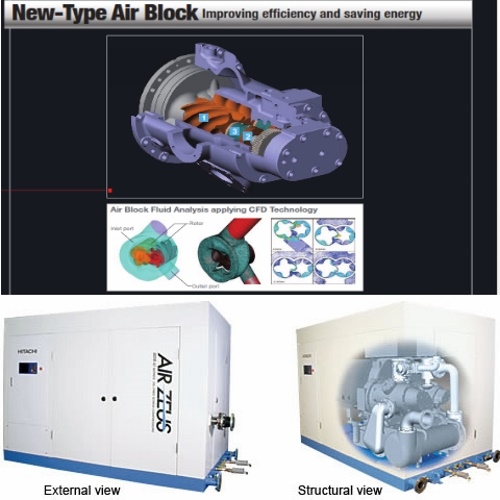
Hình 1: Sơ đồ quạt thổi
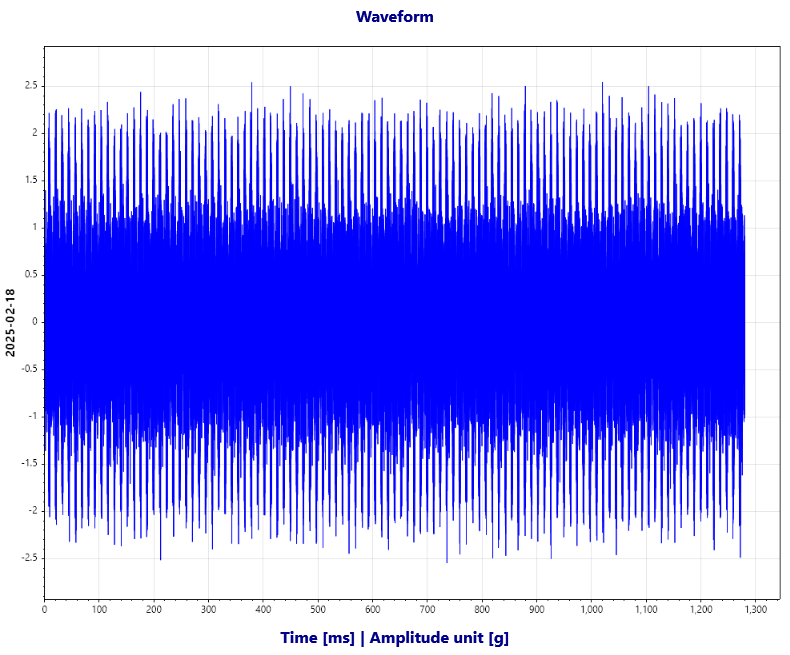
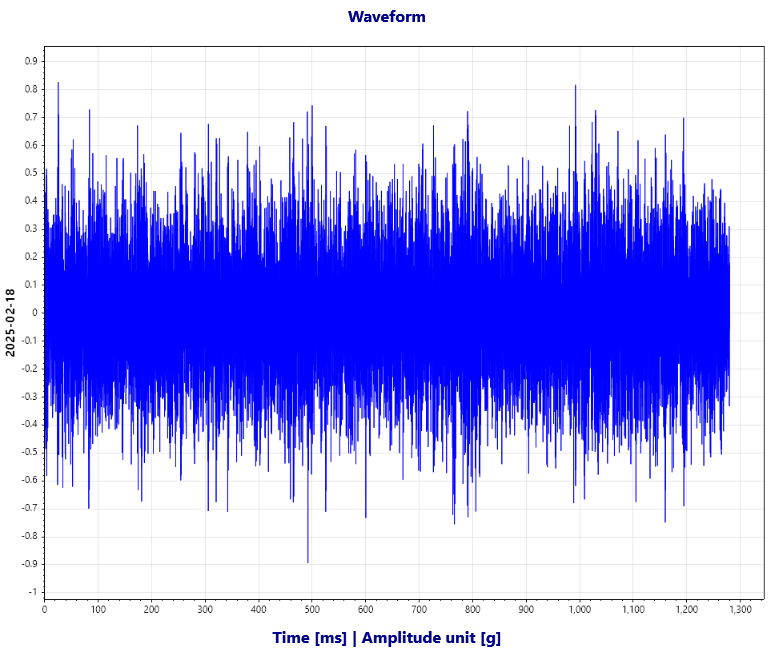
Hình 2: Đồ thị sóng rung
Trong đồ thị sóng rung, xuất hiện nhiều gai nhọn do va chạm khi viên bi đi qua vêt cào xước
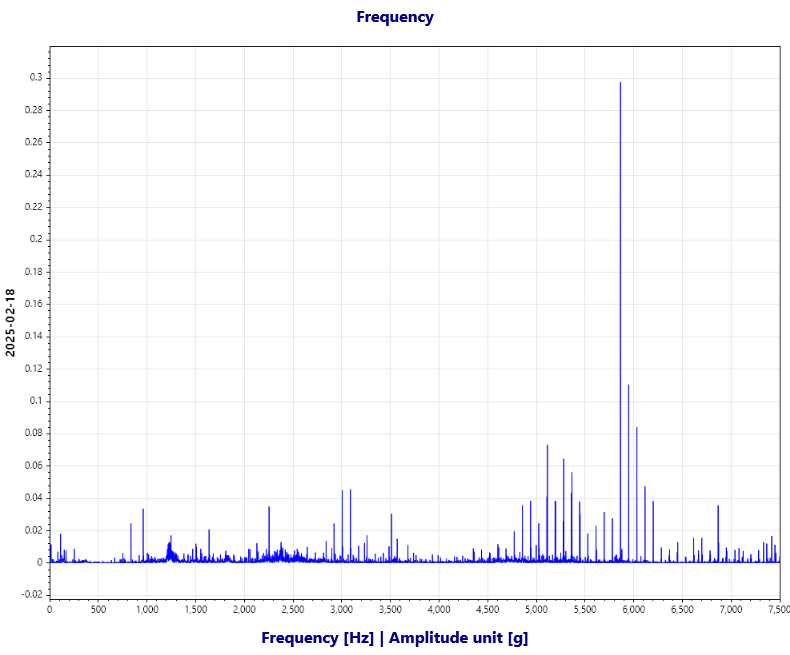
Hình 3: Đồ thị phổ tần số
Phổ tần số gia tốc đo trên cả hai đầu động cơ đều có biên độ lớn tại dải tần số cao, sideband 84 Hz
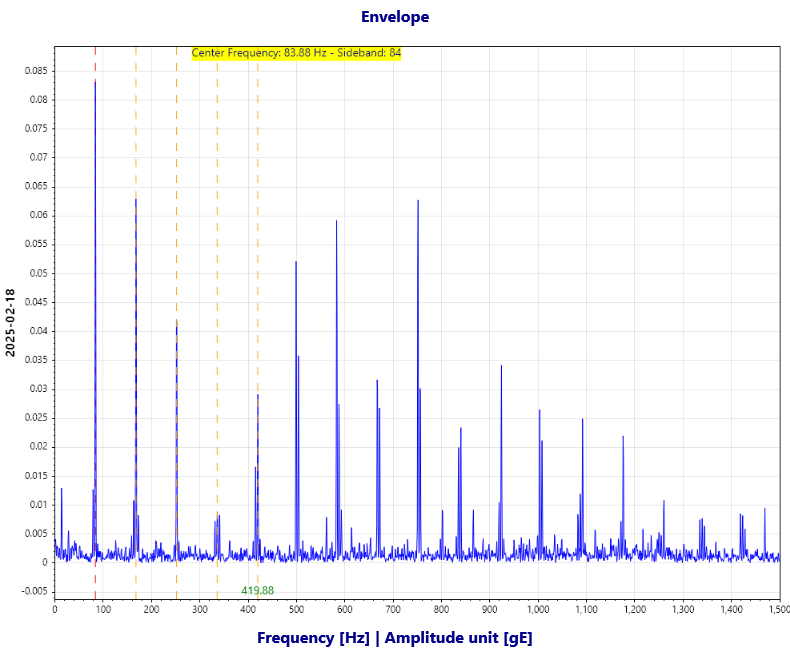
Hình 4: Đồ thị phổ đường bao
Phổ đường bao đo tại hai đầu động cơ đều xuất hiện tần số hư hỏng ca trong của ổ bi 6319 là 83.9 Hz
Từ đó, khẳng định vững chắc rằng động cơ đã hỏng vòng bi ở cả hai đầu. Nhà máy tiến hành theo dõi và sau 5 tuần đã thay thế bằng vòng bi mới. Sau khi thay thế vòng bi, tiến hành đo lại rung động cho thấy độ rung giảm rõ rệt từ 1.19 xuống 0.4.
Hình 5: Đồ thị sóng rung sau khi thay thế vòng bi
Các thiết bị sử dụng trong quá trình giám sát
Máy phân tích rung; Vibration HUB
Cảm biến: AC102-1A